推荐产品

山东重弓汽车配件有限公司
联系人:于经理
电 话:13275338222
邮箱:8168490@qq.com
地 址:山东省淄博市


新闻资讯
您现在的位置:山东重弓汽车配件有限公司 > 新闻资讯
| 汽车板簧断裂后的焊修研究分析 |
| 时间:[2019/12/19] |
某汽车因大量超载运行,造成汽车板簧断裂严重。而有些型号的钢板簧一时也买不到,因停车造成经济损失很大。应要求,对断裂汽车板簧的焊修进行了试验和研究。结果表明,钢板簧的焊修是可行的。
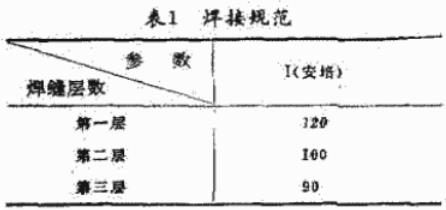
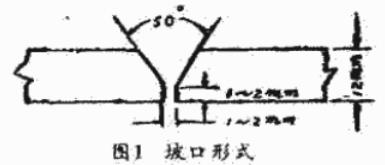
采用窄坡口和第一层焊接中使用大电流的目的是加大焊缝中母材所占的百分比,提高焊缝强度,确保熔透,采用直流焊接机和直径为3.2mm的焊条,反接。 |
| 上一篇:汽车板簧原材料—65mn弹簧钢特性 |
| 下一篇:汽车减震系统应用分析 |
| 相关新闻: |