推荐产品

山东重弓汽车配件有限公司
联系人:于经理
电 话:13275338222
邮箱:8168490@qq.com
地 址:山东省淄博市


新闻资讯
您现在的位置:山东重弓汽车配件有限公司 > 新闻资讯
| 板弹簧加工工艺 |
| 时间:[2020/3/7] |
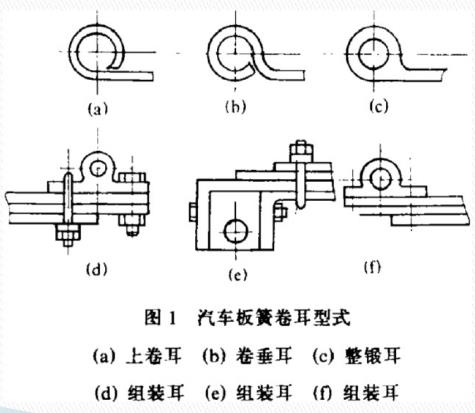
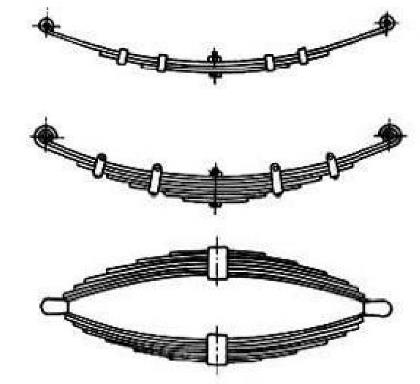
汽车板簧的加工工艺流程为:
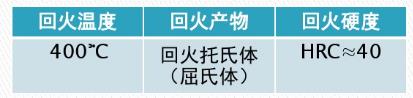
②、中温回火
6、喷丸处理
8、预压缩 |
| 上一篇:汽车板簧材料的选择情况 |
| 下一篇:板簧疲劳危险区域的确定 |
| 相关新闻: |


山东重弓汽车配件有限公司
联系人:于经理
电 话:13275338222
邮箱:8168490@qq.com
地 址:山东省淄博市
| 板弹簧加工工艺 |
| 时间:[2020/3/7] |
汽车板簧的加工工艺流程为:
②、中温回火
6、喷丸处理
8、预压缩 |
| 上一篇:汽车板簧材料的选择情况 |
| 下一篇:板簧疲劳危险区域的确定 |
| 相关新闻: |