推荐产品

山东重弓汽车配件有限公司
联系人:于经理
电 话:13275338222
邮箱:8168490@qq.com
地 址:山东省淄博市


新闻资讯
您现在的位置:山东重弓汽车配件有限公司 > 新闻资讯
| 汽车钢板弹簧热压永久性标识模具设计 |
| 时间:[2020/6/5] |
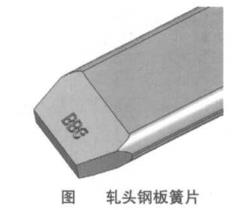
对于汽车板簧簧片需要卷耳、包耳、切边、边角等热加工时,一般都此阿勇在设备上设计安装标识子模,由于各种簧片加工工艺不同所以加工设备各异,安装标识子模的模具多样,当设备卷耳前切头或者切边、切角时,利用设备的向下压力,将标识压制在钢板表面。压制完成后汽车板簧簧片如下图所示:
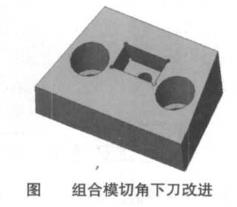
对于需要扎头的簧片,将压标识模具进行了设计改进,由原来的钢板切头切角后再搬运至旁边压制永久性标识改进为一次性完成。 将组合模切角下刀设计成如下图所示:
在垂直于下刀工作表面方面加工一个矩形凹槽,大小同标识字模的外形尺寸,要求清角或钻工艺孔,方便标识字模的安装,矩形凹槽底部中心钻一小孔,主要目的是方便标识字模的拆卸。 生产时,轧制后的斜面刚好和下刀的斜率吻合,将标识字模安装在切角下刀上,标识高出工作面约1.5mm,在完成切头切角的同时,标识就自然的压制在簧片上。因为刚轧制完的簧片温度一般都在900℃,钢板的塑性很好,所以靠压力机向下的剪切力(或冲载力)就完全可以将下模上凸起的字体压入汽车板簧簧片斜面上。 在标识字模安装在现有的组合模上,如下图所示,结构合理,操作方便快捷。
汽车板簧生产厂家建议在生产时需要注意以下几点: 1、标识字模安装方向要正确; 2、标识字模高出下刀平面不宜过大,一般为1.5mm即可; 3、工作时,必须保证模具表面的清洁,不允许有污垢或铁屑堆积,否则会降低模具的使用寿命和影响汽车板簧产品质量。 |
| 上一篇:汽车板簧片的应用分析 |
| 下一篇:汽车板簧生产厂家浅析碳纤维板簧制作原理 |
| 相关新闻: |